
Линия производства аэродромных плит ПАГ-14 (металлоформы)
Линия ПАГ
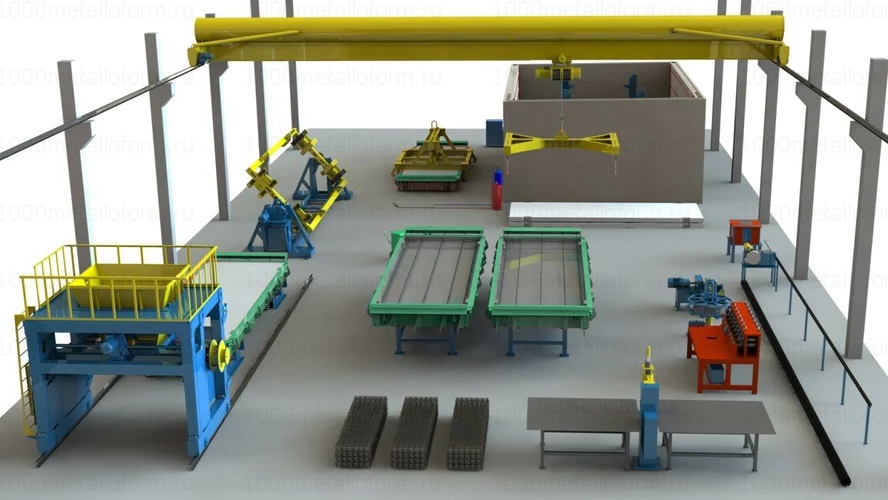
Технологическая линия агрегатно-поточного метода производства ПАГ-14 предназначается для производства преднапряженных аэродромных плит ПАГ-14 (6000х2000х140) по ГОСТ 25912-2015 производительностью до 10 плит в сутки. В качестве формовочного оборудования в комплектацию технологической линии включены металлоформы ПАГ-14 с шарнирно-откидными бортами. Процесс производства аэродромных плит агрегатно-поточным методом производства предполагает обязательную изотермическую обработку бетона в пропарочной камере или как вариант — использование электрических термоматов.
Линия производства аэродромных плит ПАГ 14
Комплектацию линии производства аэродромных плит ПАГ-14 можно менять в большую и меньшую стороны.
Аэродромные плиты ПАГ-14 изготавливаются из тяжелого бетона классом не ниже B30 в соответствии с требованиями ГОСТ 26633. Арматурный каркас аэродромных плит состоит из предварительно напряженной продольной арматуры класса Ат IV, АV, АтV с диаметром 12 мм или 14 мм (или преднапряженного арматурного каната типов К7 и К7Т), ненапрягаемой поперечной арматуры из арматурной стали классов В500С, А500С, А400, А240, арматурной проволоки класса Вр-1, ненапрягаемой поперечной арматуры, арматурной сетки С1 и С2 и монтажно-стыковых изделий.
Подготовка:
- Визуальный осмотр всех узлов и агрегатов технологической оснастки (проверить электроцепи, убедиться в готовности металлоформ к приему бетона), подготовить арматурные сетки, закладные детали, монтажные петли. Осмотр металлоформ на наличие потеков бетона от прошлой формовки. При обнаружении устранить металлической щеткой;
- Закрытие и стяжка бортов (продольные и торцевые);
- Распылителем нанести смазку от прилипания бетона на формовочную рабочую поверхность металлоформ, на приемный и выгрузной лотки бетоноукладчика;
- Гидравлическое преднапряжение продольной арматуры. Перед формовкой необходимо произвести контрольные замеры преднапряженной арматуры акустическим прибором;
- Установка каркасных сеток и монтажных петель.
Формовка:
- Металлоформа краном устанавливается на виброплощадку. Бетоноукладчик с бетоном равномерно распределяет бетонную смесь по всей рабочей поверхности металлоформы. Вариант №2 подачи бетона — бадья;
- Виброуплотнение бетона;
- Стабилизационная выдержка бетона;
- Термическая обработка бетона. Первый способ — пропарочная камера. Для этого краном перемещаем металлоформы в пропарочную камеру и укладываем их на пакетировщик или деревянные прокладки. При заполнении пропарочной камеры достаточным количеством металлоформ осуществляем подачу пара. Второй способ — термоматы. Перемещаем краном металлоформы на заранее запланированное место в цеху, монтируем термоматы для прогрева бетона, укрываем металлоформы полипропиленовым пологами;
- Набор бетона до проектной прочности;
- Остывание плит.
Распалубка:
- Краном переместить металлоформы на расформовочные стапеля;
- Открывание продольных и торцевых бортов;
- Обрезка арматурных стержней газовым резаком;
- Извлечение плит траверсой и перемещение готовой плиты на склад готовой продукции;
- Круговая зачистка металлоформ и выгрузного лотка бетоноукладчика от бетонных потеков;
- На 2-3 сутки осуществить переворот плит рабочей (рифленой) стороной вверх с помощью кантователя плит.

Формы для ЖБИ
Линии производства ЖБИ
Заводы РБУ
Оборудование ЖБИ

Для поставщиков ЖБИ
Производственные мощности
Россия, Кировская область, г. Киров, улица Производственная, 29