
Линия производства пустотных плит ПК 72
Линия производства пустотных плит
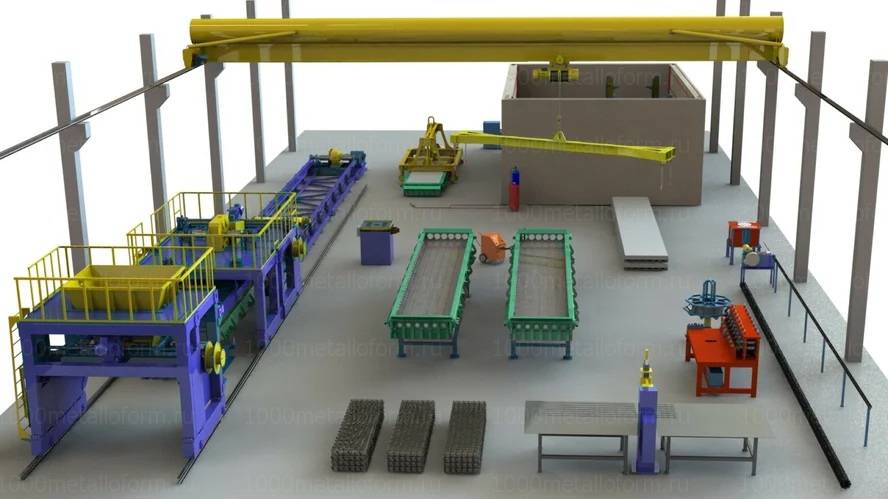
Технологическая линия агрегатно-поточного метода производства пустотных плит перекрытия ПК 72 (до 30 плит в сутки) предназначается для производства преднапряженных пустотных плит перекрытия ПК 72-10 (7180х990х220 мм), ПК 72-12 (7180х1190х220 мм), ПК 72-15 (7180х1490х220 мм) по серии 1.141-1 Выпуск 63. Производительность линии до 30 плит в сутки достигается при условии организации непрерывного круглосуточного производства и обязательной изотермической обработки бетона в пропарочной камере.
Линия производства пустотных плит ПК 72
Комплектацию линии можно менять в большую и меньшую стороны. Итоговая комплектация, способ производства, производительность, степень автоматизации линии зависит от пожелания и технического задания заказчика. На выбор заказчика формовочное оборудование (металлоформы ПК стандартные или усиленные), подробнее: металлоформы пустотных плит .

Подготовка:
- Провести визуальный осмотр всех узлов и агрегатов технологической оснастки (проверить электроцепи, убедиться в готовности металлоформ к приему бетона), подготовить арматурные сетки, закладные детали, монтажные петли;
- Подготовить бетоноукладчик, металлоформы, формовочную машину. Распылителем нанести смазку от прилипания бетона на приемный и выгрузной лотки бетоноукладчика, формовочную рабочую поверхность металлоформ, кессоны формовочной машины;
- Гидравлическое преднапряжение продольной арматуры 10-12-14-16 мм домкратом;
- Установка каркасных сеток.
Формовка:
- Металлоформа краном устанавливается на виброплощадку. Бетоноукладчик с бетоном равномерно распределяет бетонную смесь по всей рабочей поверхности металлоформы. После укладки первого слоя произвести виброуплотнение;
- Формовочной машиной осуществить подачу кессонов. Уложить следующий слой бетона и произвести виброуплотнение;
- При укладке финального слоя бетона, краном или самоходным порталом монтируем пригрузочный щит, производим виброуплотнение верхнего слоя бетона и формовочной машиной извлекаем кессоны;
- Термическая обработка бетона. Первый способ — пропарочная камера. Для этого краном перемещаем металлоформы в пропарочную камеру и укладываем их на пакетировщик или деревянные прокладки. При заполнении пропарочной камеры достаточным количеством металлоформ осуществляем подачу пара. Второй способ — термоматы. Перемещаем краном металлоформы на заранее запланированное место в цеху, монтируем термоматы для прогрева бетона, укрываем металлоформы полипропиленовыми пологами;
- Набор бетона до проектной прочности;
- Остывание плит.
Распалубка:
- Краном переместить металлоформы на расформовочные стапеля;
- Открывание продольных и торцевых бортов;
- Обрезка арматурных стержней газовым резаком;
- Извлечение плит, траверсой установка заглушек и перемещение плиты на склад готовой продукции;
- Круговая зачистка металлоформ, зачистка кессонов, приемного и выгрузного лотков бетоноукладчика, пригрузочного щита от бетонных потеков для следующего цикла.

Формы для ЖБИ
Линии производства ЖБИ
Заводы РБУ
Оборудование ЖБИ

Для поставщиков ЖБИ
Производственные мощности
Россия, Кировская область, г. Киров, улица Производственная, 29