
Линия жб опор СВ 110 (металлоформы)
Линия производства световых опор СВ
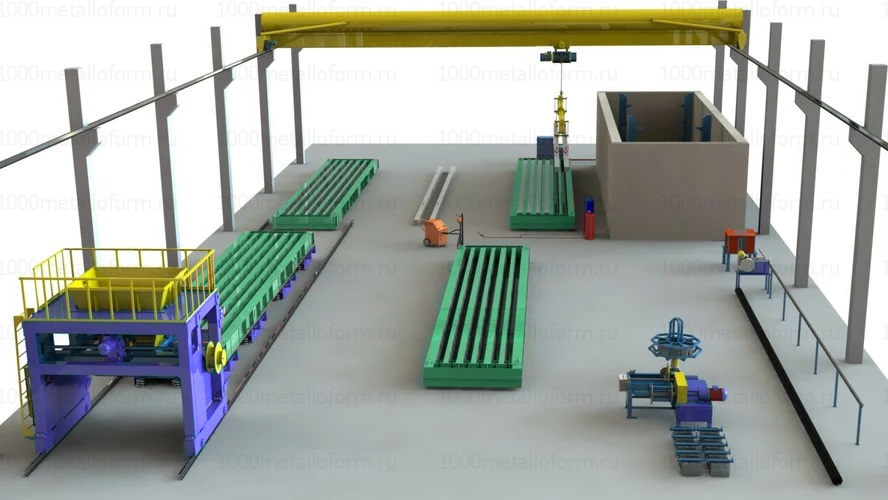
Технологическая линия агрегатно-поточного метода производства световых опор СВ 110 предназначается для производства вибрированных преднапряженных железобетонных стоек СВ длиной 11000 мм для опор контактной сети ВЛ 10 кВ, согласно ТУ 5863-007-00113557-94, шифр №20.0182. В качестве формовочного оборудования в комплектацию технологической линии включены металлоформы СВ 110 на 6 формовочных мест. Процесс производства вибрированных стоек агрегатно-поточным методом производства предполагает обязательную изотермическую обработку бетона (на выбор):
- В пропарочной камере;
- В поддон металлоформ установлены регистры прогрева (на выбор : водяной или паровой);
- Использование электрических термоматов.
Линия жб опор СВ 110
Комплектацию линии производства вибрированных стоек СВ 110 можно менять в большую и меньшую стороны.
Железобетонные стойки изготавливаются по ТУ 5863-007-00113557-94, а так же согласно Шифр №20.0182. При производстве используется тяжелый бетон (средней плотности 2200-2500 кг/м3) согласно требований ГОСТ 26633-91. Класс бетона на сжатие — В30. В качестве напрягаемой арматуры используется арматура классов
A-IV, Ат-IVK, А-IIIв, Ат-IV, A-V, Ат-V. В качестве ненапрягаемой арматуры применяется арматура класса А-III.

Подготовка:
- Визуальный осмотр всех узлов и агрегатов технологической оснастки (проверить электроцепи, убедиться в готовности металлоформ к приему бетона) Осмотр металлоформ на наличие потеков бетона от прошлой формовки. При обнаружении устранить металлической щеткой;
- Подготовить арматурные стержни, которые используются в качестве преднапрягаемой арматуры, закладные детали, спиральный каркас, заземляющие проводники;
- Распылителем нанести смазку от прилипания бетона на формовочную рабочую поверхность металлоформ, на приемный и выгрузной лотки бетоноукладчика;
- Монтаж каркасов, закладных деталей, гидравлическое преднапряжение продольной арматуры. Перед формовкой необходимо произвести контрольные замеры преднапряженной арматуры акустическим прибором.
Формовка:
- Вариант виброуплотнения бетона №1. Металлоформа краном устанавливается на виброплощадку для виброуплотнения бетона. Бетоноукладчик с бетоном равномерно распределяет бетонную смесь по всей рабочей поверхности металлоформы. Альтернативный вариант подачи бетона — бадья;
- Вариант виброуплотнения бетона №2. Виброуплотнение бетона осуществляется при помощи вибробулавы. Бетоноукладчик с бетоном равномерно распределяет бетонную смесь по всей рабочей поверхности металлоформы. Альтернативный вариант подачи бетона — бадья;
- Стабилизационная выдержка бетона;
- Термическая обработка бетона. Первый способ — пропарочная камера. Для этого краном перемещаем металлоформы в пропарочную камеру и укладываем их на пакетировщик или деревянные прокладки. При заполнении пропарочной камеры достаточным количеством металлоформ осуществляем подачу пара. Второй способ — металлоформы со встроенными регистрами прогрева (водяные или паровые). В данном случае прогрев бетона происходит непосредственно на месте формовки без перемещения металлоформы по цеху. Третий способ — электрические термоматы;
- Набор бетона до проектной прочности;
- Остывание.
Распалубка:
- Обрезка арматурных стержней газовым резаком;
- Извлечение стоек траверсой и перемещение их на склад готовой продукции;
- Круговая зачистка металлоформ и выгрузного лотка бетоноукладчика от бетонных потеков.

Формы для ЖБИ
Линии производства ЖБИ
Заводы РБУ
Оборудование ЖБИ

Для поставщиков ЖБИ
Производственные мощности
Россия, Кировская область, г. Киров, улица Производственная, 29