
Линия для свай С120.30 (вибро-металлоформы)
Оборудование для производства свай
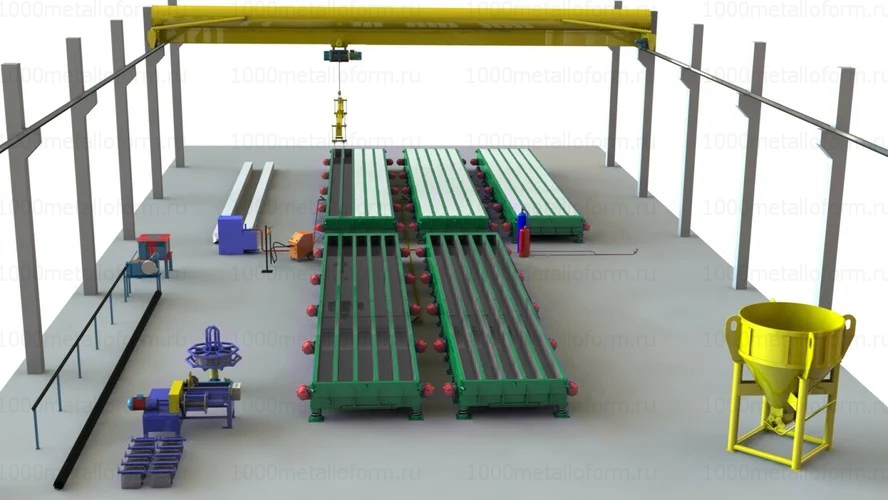
Технологическая линия стационарного (стендового) метода производства свай С120.30 предназначается для производства железобетонных забивных свай трапециевидного сечения длиной до 12000 мм и сечением 300х300 мм (с технологическим уклоном противоположных сторон поперечного сечения). Сваи формуются согласно серии 1.011.1-10. В качестве формовочного оборудования в комплектацию линии включены вибро-металлоформы свай С120.30 с навесными вибраторами и регистрами прогрева (паровые или водяные). Процесс производства свай предполагает обязательную изотермическую обработку бетона. В данном случае прогрев бетона происходит непосредственно на месте формовки.
Линия для свай С120.30
Комплектацию линии можно менять в большую и меньшую стороны.
Требование к размещению
Подготовка:
- Визуальный осмотр всех узлов и агрегатов технологической оснастки (проверить электроцепи, убедиться в готовности вибро-металлоформ к приему бетона). Осмотр вибро-металлоформ на наличие потеков бетона от прошлой формовки. При обнаружении устранить металлической щеткой;
- Подготовить арматурные стержни, закладные детали, спиральный каркас;
- Распылителем нанести смазку от прилипания бетона на формовочную рабочую поверхность вибро-металлоформ;
- Монтаж каркасов, закладных деталей.
Формовка:
- Подача бетона (варианты подачи: миксер, бадья для бетона);
- Виброуплотнение бетона;
- Укрыть вибро-металлоформы полипропиленовыми пологами;
- Термическая обработка бетона (регистры вибро-металлоформ водяные или паровые);
- Прогрев бетона до набора проектной прочности;
- Остывание.
Распалубка:
- Извлечение готовых изделий и перемещение их на склад готовой продукции;
- Круговая зачистка вибро-металлоформ для следующего цикла.

Формы для ЖБИ
Линии производства ЖБИ
Заводы РБУ
Оборудование ЖБИ

Для поставщиков ЖБИ
Производственные мощности
Россия, Кировская область, г. Киров, улица Производственная, 29