
Металлоформа опор СВ 105 (на 5 мест)
Форма железобетонных опор
Металлоформа опор 105 предназначается для производства преднапряженных железобетонных стоек СВ длиной 10500 мм для опор контактной сети ВЛ 10 кВ.
- Стабильно высокое качество металлоформ;
- Точная геометрия;
- Металлообработка осуществляется на современном оборудовании с ЧПУ;
- Каждый этап сборки проходит проверку специалистами технического контроля.
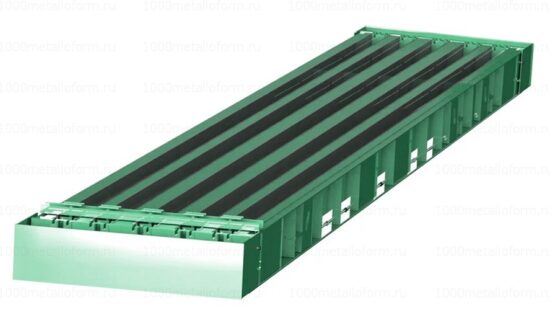
Металлоформа опор СВ 105

Производим металлоформы опор СВ 105 стендового типа (вибро-металлоформы) на «подпятках» с навесными площадочными вибраторами и системой встроенного прогрева (водяные/паровые регистры). Стационарные вибро-металлоформы СВ 105 позволяют производить железобетонные изделия без вибростолов и без пропарочных камер, экономя при этом площадь и ресурсы. Не требуют вспомогательной инфраструктуры. Это мобильное оборудование — можно перевозить с объекта на объект. Подробнее ознакомиться со стационарными вибро-металлоформами можно перейдя ссылке: Стационарные вибро-металлоформы световых опор СВ 105 с регистрами прогрева.
Металлоформа опор СВ 105 (на 5 мест) стендового типа

Железобетонные стойки изготавливаются по ТУ 5863-007-00113557-94, а так же согласно Шифр №20.0182. При производстве используется тяжелый бетон (средней плотности 2200-2500 кг/м3) согласно требований ГОСТ 26633-91. Класс бетона на сжатие — В30. В качестве напрягаемой арматуры используется арматура классов
A-IV, Ат-IVK, А-IIIв, Ат-IV, A-V, Ат-V. В качестве ненапрягаемой арматуры применяется арматура класса А-III.
Проектируем производственные линии железобетонных стоек СВ различной комплектации и степени автоматизации технологического процесса. Узнать подробности можно перейдя по ссылке: технологические линии производства вибрированных стоек СВ.
Пример организации производственного участка


Формы для ЖБИ
Линии производства ЖБИ
Заводы РБУ
Оборудование ЖБИ

Для поставщиков ЖБИ
Производственные мощности
Россия, Кировская область, г. Киров, улица Производственная, 29